

Q Q:512589660/351954620
457401896
电 话:0086-535-8519576
传 真:0086-535-3121039
邮 箱:zbf@jmbzjx.com
网 址:www.jmbzjx.com
地 址:龙口市港城大道98号
按工艺类型选型:匹配原料与环保需求
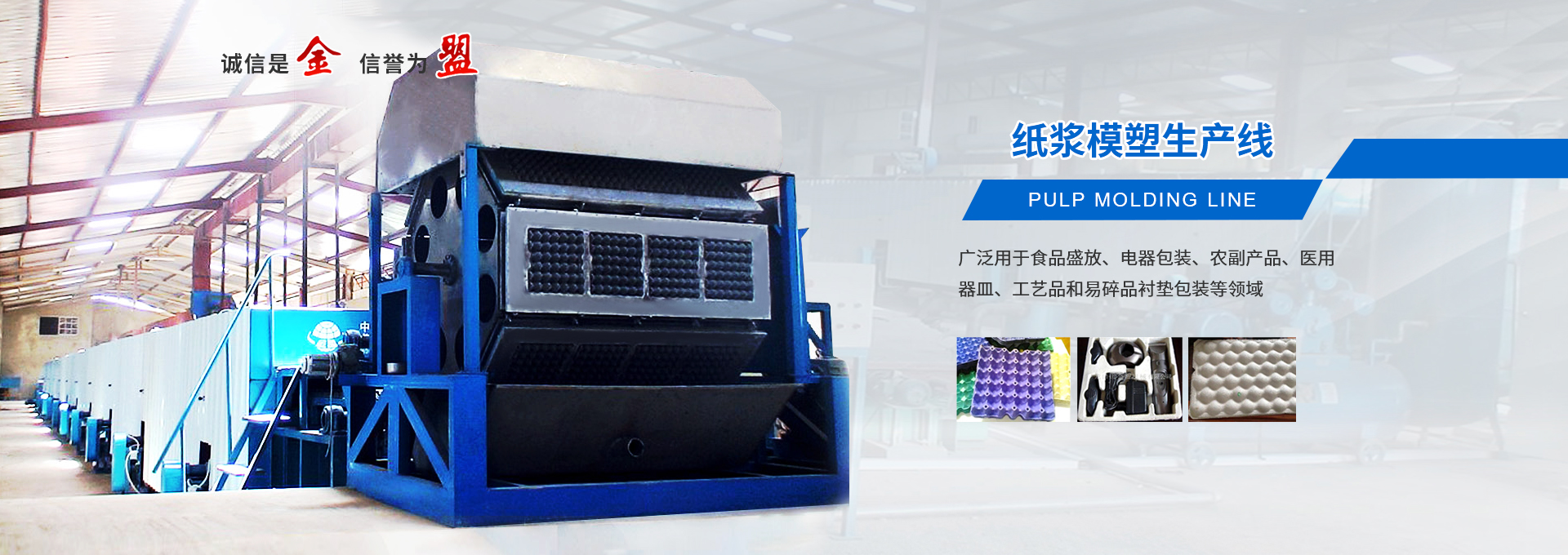
废纸浆模塑生产线(主流选型,占比超 80%):以废纸、报纸等再生纸为原料,经碎浆、成型、烘干、裁切制成环保鸡蛋托,适合食品级包装需求。核心设备包括碎浆机(功率 15-37kW,碎浆浓度 8%-12%,处理量 1-5 吨 / 小时)、成型机(真空度≥-0.08MPa,成型周期 20-40 秒 / 模)、多层烘干线(温度 80-120℃,烘干时间 15-30 分钟),配套废水回收系统(回收率≥95%)。单条生产线产能 3000-15000 片 / 小时,设备投资 20-80 万元,适配中小型蛋品加工厂(日产能 5-20 万枚鸡蛋包装需求)。优点是原料成本低(废纸收购价约 0.2-0.3 元 / 公斤)、环保可降解,缺点是设备占地面积大(需 300-800㎡车间)。
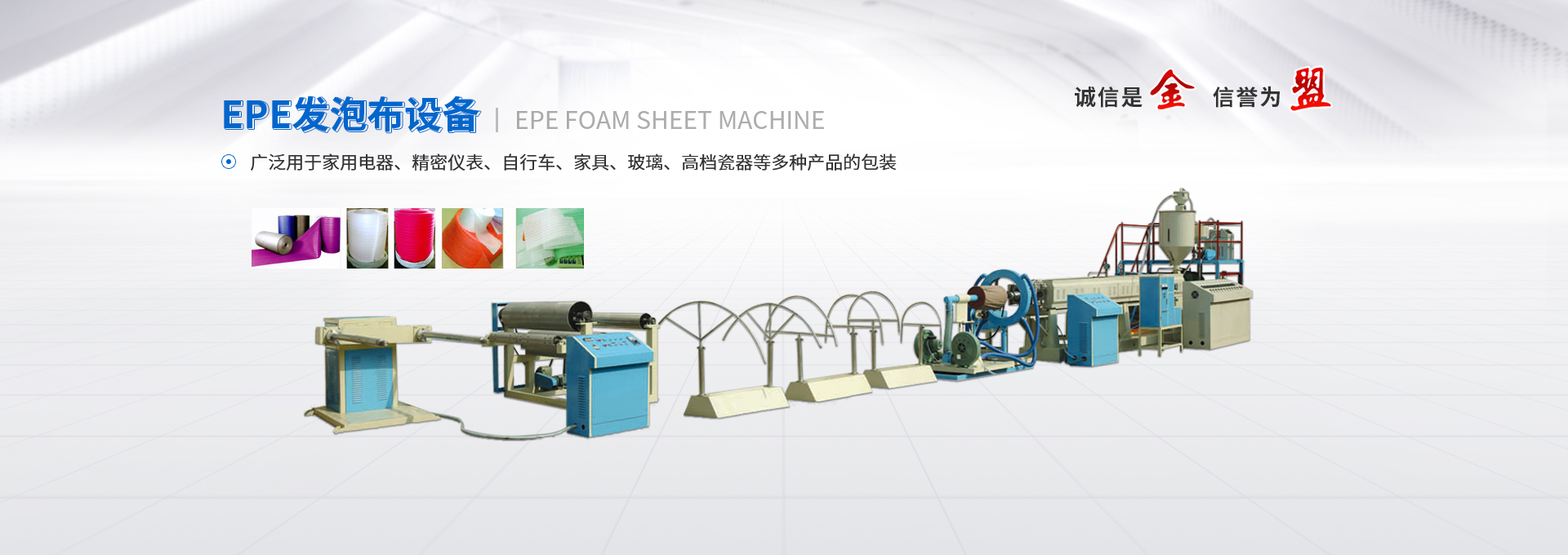
塑料注塑生产线(高耐用性需求):采用聚乙烯(PE)或聚丙烯(PP)为原料,通过注塑机一体成型,适合重复使用场景(如养殖场周转托)。核心设备为注塑机(锁模力 500-1200kN,注塑量 100-300g / 次)、模具(1 出 8-16 腔,材质 Cr12MoV,使用寿命≥50 万模次),配套原料干燥机(干燥温度 80-100℃,干燥时间 2-4 小时)。单台注塑机产能 1000-3000 片 / 小时,设备投资 15-50 万元,适配大型蛋品企业(日周转量 10 万枚以上)。优点是产品强度高(耐冲击强度≥5kJ/m²)、防水性好,缺点是原料成本高(PE 颗粒价约 8-12 元 / 公斤)、回收难度大。
石膏模塑生产线(低成本临时包装):以石膏粉为原料,加水搅拌后注入模具成型,适合短途运输一次性包装。核心设备包括搅拌机(搅拌速率 60-100r/min,混合均匀度≥90%)、手动 / 半自动成型台(模具数量 10-30 套)、自然晾晒场,无需烘干设备。单条线产能 500-1500 片 / 小时,设备投资 2-5 万元,适配小型养鸡场(日产能 1-3 万枚)。优点是设备简单、初期投入低,缺点是产品易碎、防水性差(含水率≥15% 时易软化)。
按参数规格选型:把控核心性能指标
产能适配:根据日包装需求计算设备规模 —— 小型养鸡场(日产蛋 1-5 万枚)选单模位成型机(产能 3000-5000 片 / 小时,1 片可装 30 枚蛋);中型蛋品厂(日产蛋 5-20 万枚)选双模位或四模位成型机(产能 8000-15000 片 / 小时);大型蛋品企业(日产蛋 20 万枚以上)需配置 2-4 条生产线,搭配自动码垛机(码垛速度 10-20 片 / 分钟)。
产品规格匹配:按鸡蛋大小选择模具 —— 初生蛋(30-40g / 枚)选小号模具(蛋槽直径 35-40mm);标准蛋(50-60g / 枚)选中号模具(蛋槽直径 40-45mm);特大蛋(60g 以上)选大号模具(蛋槽直径 45-50mm)。模具腔数直接影响效率,如 1 出 12 腔模具比 1 出 6 腔模具产能提升 50%,但模具成本增加 30%-40%。
环保与能耗参数:废纸浆生产线需关注废水回收率(≥95% 为达标,可减少排污成本)和烘干能耗(天然气烘干比电烘干成本低 40%,适合燃气便利地区);塑料生产线需配备废气处理装置(活性炭吸附 + 光氧催化,处理效率≥90%),符合《大气污染物综合排放标准》(GB 16297-1996)。








