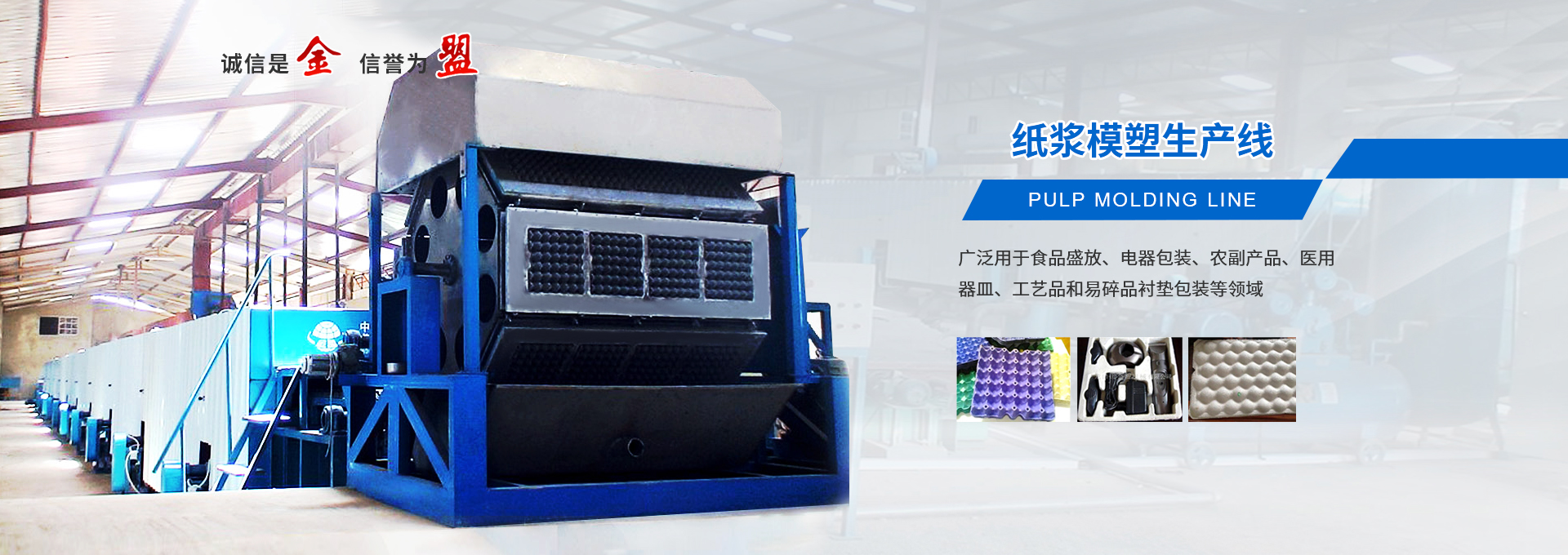
鸡蛋托生产设备用于将纸浆、塑料等原料加工成具有缓冲结构的鸡蛋托(或蛋盒),其核心技术围绕
原料处理、成型、干燥、脱模等关键环节展开,需兼顾产品强度、缓冲性能、生产效率及环保性。以下是核心技术的详细解析:
纸浆鸡蛋托以废纸(报纸、纸箱等)为原料,原料处理直接影响产品质量和生产稳定性:
废纸破碎与制浆技术
浆料净化与筛选技术
成型是将浆料或塑料原料转化为鸡蛋托形状的关键环节,核心在于结构复刻精度和生产连续性:
纸浆模塑成型技术
真空吸附成型技术:模具(通常为金属网孔结构)浸入浆料后,通过模具内部抽真空,使浆料中的纤维均匀吸附在模具表面,形成鸡蛋托的初步形状(湿坯)。关键在于真空度控制(通常 - 0.04 至 - 0.06MPa)和吸附时间(10-30 秒,根据产品厚度调整),确保湿坯厚度均匀(误差≤0.5mm)。
模具设计与表面处理:模具需根据鸡蛋尺寸(如 30 枚、60 枚托)设计凹槽弧度和缓冲棱结构,表面进行防腐处理(如镀铬),减少浆料粘连并延长使用寿命。部分高端模具采用可拆卸模块,便于更换不同规格的鸡蛋托版型。
塑料注塑 / 吸塑成型技术(针对塑料鸡蛋托)
纸浆湿坯含水量高达 70%-80%,需通过干燥去除水分(最终含水量≤10%),同时避免变形:
连续式热风干燥技术
节能干燥技术
自动脱模技术
后处理技术
生产线联动控制
在线检测与反馈
同时,自动化联动控制和节能技术是提升生产效率、降低成本的关键,而模具设计则直接决定鸡蛋托的缓冲性能(如抗冲击强度、防震效果),需根据鸡蛋大小(如鸡蛋直径 50-60mm)和运输要求(如长途运输需加强棱结构)定制。