

Q Q:512589660/351954620
457401896
电 话:0086-535-8519576
传 真:0086-535-3121039
邮 箱:zbf@jmbzjx.com
网 址:www.jmbzjx.com
地 址:龙口市港城大道98号
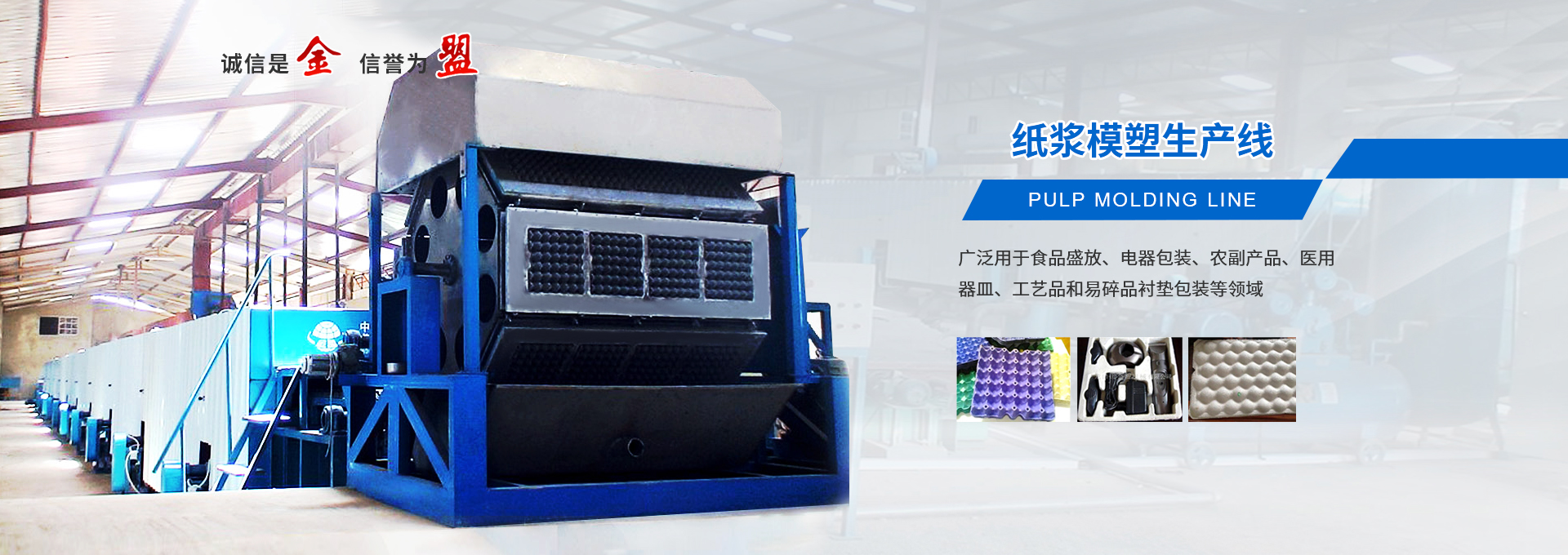
按生产规模精准选型:小型作坊(日产 1 万 - 3 万件,主打本地供应)优先选半自动对辊式蛋托生产线(如 HGHY-1000 型),配备 1.5kW 碎浆机、双辊成型机与简易烘干架,每小时产能 500-1000 件,厂房需求仅 20×8×4m,3 人 / 班即可操作,设备投资低且调试简单,适配废纸等低成本原料;中大型工厂(日产 8 万 - 15 万件,对接商超与禽业基地)需选全自动转鼓式蛋托生产线(如 HGHY-6000B1C 型),采用 8 面成型转鼓技术,搭配六层烘干线,每小时产能达 6000 件,日产能超 14 万件,支持伺服驱动与在线热压,成品强度高、变形率低,可适配全自动装蛋系统,4-5 人 / 班即可实现连续生产。若需生产多规格产品(如 20 枚鸡蛋托、12 枚鸭蛋托),需选可快速换模的机型,模具采用高强度金属材质,更换时间≤30 分钟。
核心参数适配原则:处理废纸原料(如废纸箱、旧报纸)需匹配对应制浆设备,小型线配 1m³ 液压碎浆机(碎浆时间 15-20 分钟 / 批),中大型线配 3m³ 双轴碎浆机(碎浆时间≤10 分钟 / 批),确保浆料纤维长度均匀(0.5-2mm);烘干系统按能源条件选型,无天然气供应区域选柴油加热烘干线,环保要求高的地区选天然气 / 液化石油气加热系统,热效率≥75%,确保成品含水量控制在 10%-12%;真空系统需与成型机匹配,对辊式机型配 2.2kW 真空泵(真空度≥-0.08MPa),转鼓式机型配 5.5kW 真空泵(真空度≥-0.09MPa),保证浆料均匀沉积。
基础工艺参数调试:遵循 “原料定浓度、产品定压力” 原则,废纸制浆时浓度控制在 3%-5%(浓度过低导致纤维沉积不足,过高易堵塞模具孔),加入 0.1% 的防水剂(如石蜡乳液)可提升蛋托防潮性;成型阶段,对辊式机型辊压压力设 0.3-0.5MPa,转鼓式机型真空吸滤时间 3-7 秒,确保湿胚厚度均匀(2.5-3mm),湿胚含水率≤75%;烘干阶段采用分段控温,入口温度 80-90℃(快速去表面水),中段温度 120-140℃(深度脱水),出口温度 60-70℃(降温定型),总烘干时间 20-30 分钟,避免温度骤升导致蛋托开裂。
缺陷处理与效率提升:若蛋托边角成型不完整,需检查模具孔是否堵塞(用高压水枪冲洗模具,清除纤维残留),或提高真空压力 0.01-0.02MPa;若出现脆裂问题,需降低烘干温度 5-10℃,延长烘干时间 3-5 分钟,或在浆料中增加 0.2% 的增强剂(如淀粉胶);提升效率可采用 “双浆罐交替供料” 模式,一个罐制浆时另一个罐供料,减少成型机等待时间;转鼓式机型启用自动模具清洁机制,每小时自动喷淋清洗一次,避免人工清洁导致的停机。








