Q Q:512589660/351954620
457401896
电 话:0086-535-8519576
传 真:0086-535-3121039
邮 箱:zbf@jmbzjx.com
网 址:www.jmbzjx.com
地 址:龙口市港城大道98号
所有规格的蛋托模具(如 30 枚、40 枚、异形蛋托模具)采用统一的定位孔、安装尺寸和连接接口(如模具边框的螺栓孔位、定位销间距完全一致),确保不同模具能快速适配生产线的模架,无需重新校准模具与主机的相对位置。
模具底部设置标准化支撑座,与生产线的模具工作台面通过快速锁紧机构(如卡扣、偏心轮锁)连接,替代传统螺栓固定,单人即可完成锁紧 / 松开操作,耗时从 20 分钟缩短至 5 分钟以内。
将模具的易损部件(如成型凹模、透气孔板)设计为独立模块,不同规格蛋托的模具主体框架通用,仅需更换凹模模块即可切换产品。例如,30 枚与 40 枚蛋托的模具框架相同,仅凹模排列密度不同,通过滑轨或插槽实现凹模模块的快速抽换(耗时≤10 分钟)。
配套的真空系统接口、加热 / 冷却管路采用标准化快插接头(如卡扣式气路接头、自密封液路接口),换模时无需逐一拆卸管路,插拔即可完成连接,避免液体泄漏或真空度损失。
在生产线旁设置模具储存架和轨道式输送小车,待更换的模具预先放置在小车上,通过电机驱动沿轨道输送至主机模架处,减少人工搬运(蛋托模具多为铸铁材质,重量可达 50-100kg)。
小车与模架之间配备激光定位装置(精度 ±0.5mm),自动对齐模具安装位置,避免人工对位的反复调整,定位时间从 15 分钟缩短至 2 分钟。
生产线控制系统(PLC)内置多组产品参数数据库,记录不同蛋托模具对应的工艺参数(如真空度、成型时间、加热温度、脱模压力等)。换模后,操作人员仅需在触摸屏上选择对应产品型号,系统自动调用参数,无需重新调试,参数设置时间从 30 分钟缩短至 1 分钟。
配备智能传感器(如模具识别 RFID 标签),模具安装到位后自动识别型号并匹配参数,进一步减少人工操作,避免参数设置错误。
针对不同模具的脱模需求,配备可调节脱模顶针系统,顶针位置和行程通过伺服电机控制,换模时系统根据模具型号自动调整顶针布局,确保脱模顺畅(传统换模需手动调整顶针位置,耗时 15 分钟)。
集成自动清洁装置(如高压气枪、毛刷辊),换模前对旧模具表面的残留纸浆、杂质进行快速清理(耗时≤3 分钟),避免污染新模具导致产品缺陷。
采用 “并行作业” 模式:在拆卸旧模的同时,另一组人员在旁准备新模(如清洁、检查快插接头),减少等待时间,总换模周期可压缩 30% 以上。
对操作人员进行专项培训,使其熟练掌握快速锁紧机构、参数调用系统的操作,避免因操作不熟练导致的时间延误(如误操作导致模具损坏需返工)。
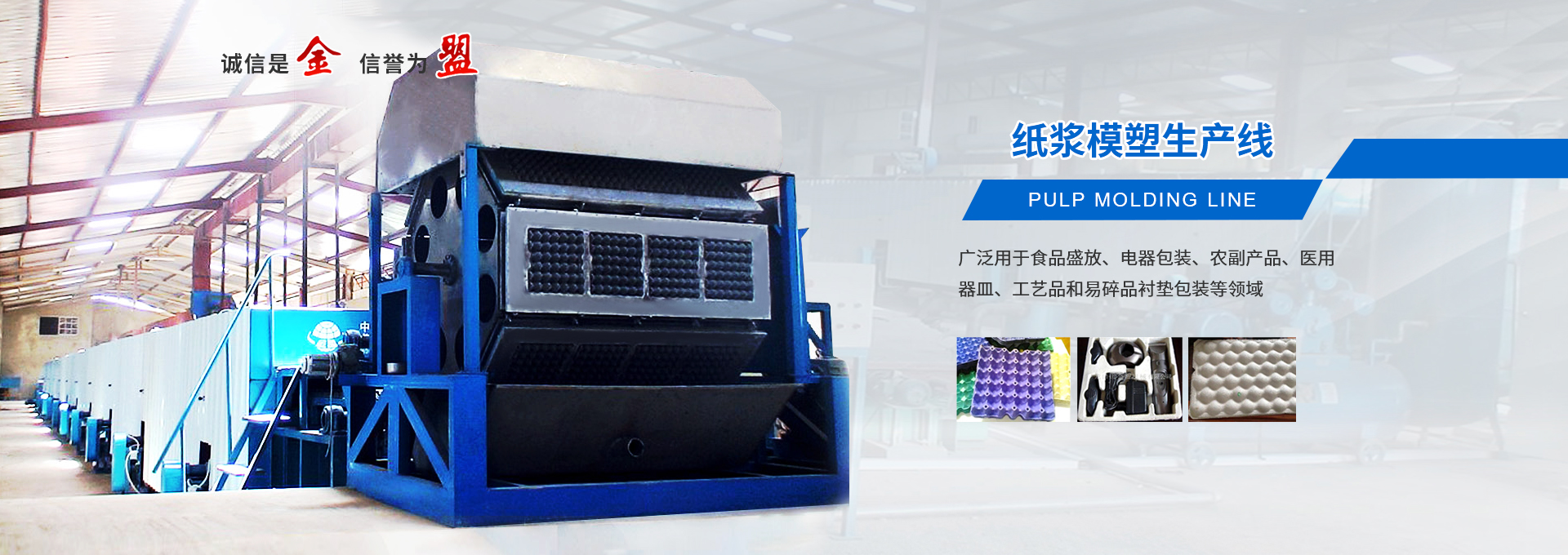
蛋托机生产线
联系人:周秉峰(总经理)
手 机:15306388855
Q Q:512589660/351954620/457401896
传 真 :0086-535-3121039
地 址 :龙口市港城大道98号
扫描进入手机站